FUENTE http://nptel.ac.in/courses/116102005/34
| 6. Vertimiento | ||||||||||||||||||||||||||||||||||||
6.6 MAQUINILLA O DOBBY SISTEMA MECANICO
| ||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||




















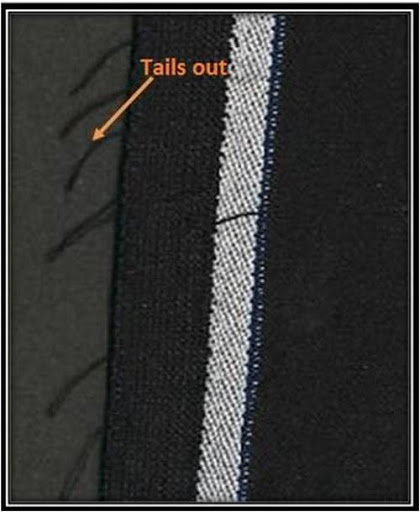 colas afuera o bigotes
colas afuera o bigotes